.jpg)
This is a General Overview of Threads for the Spearo.
Those of you wanting to "dive deeper" into this topic, Go checkout the Links at the bottom.
Here is a Basic Overview to assist the Spear-o who doesn't really want to know, but needs some basics to deal with one's gear.
- There are lots of different threads out there. Don't assume one will fit the other.
- 8mm threads and 5/16" threads are NOT the SAME. This is a common error...
- MEASURE twice and BUY once.... Measure the outer diameter of the thread and the pitch and you should be ahead of the game.
- Don't assume your local dive store staff knows what they are doing. Some do, some just test fit and they are good to go. Same goes for the guy at hardware store.
- Taking your spearshaft or tip to the hardware store to determine sizes by fit is common method.
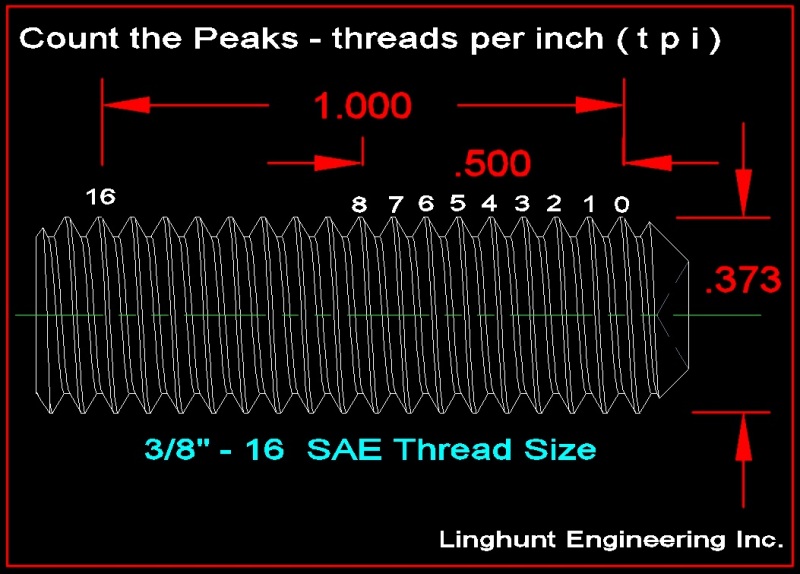
Count Threads per inch for Unified Screw threads TPI (Threads per Inch Callout) If your thread has a remainder (non integer), then you might have a metric thread.
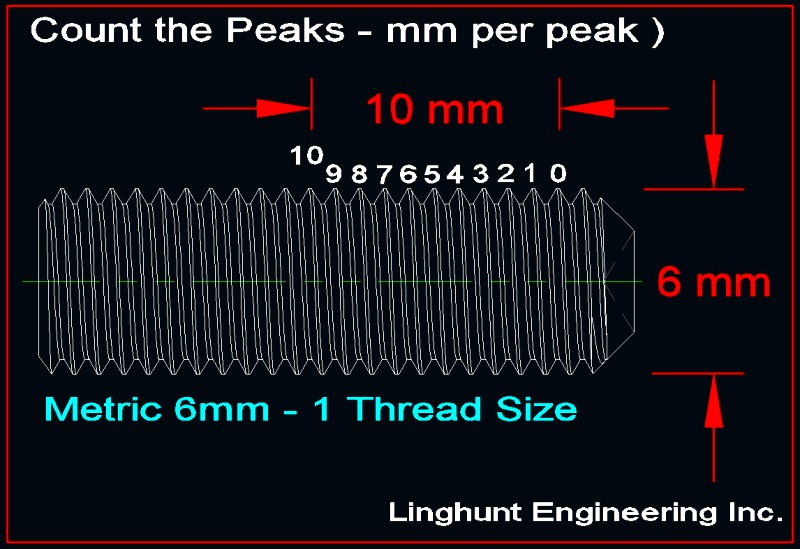
Crest to Crest Measurement is how Metric threads are defined.
Here is an example of counting Thread Peaks to get the Pitch. ( SAE sizes)
Here is an example of counting Thread Peaks to get the Pitch. (METRIC sizes)
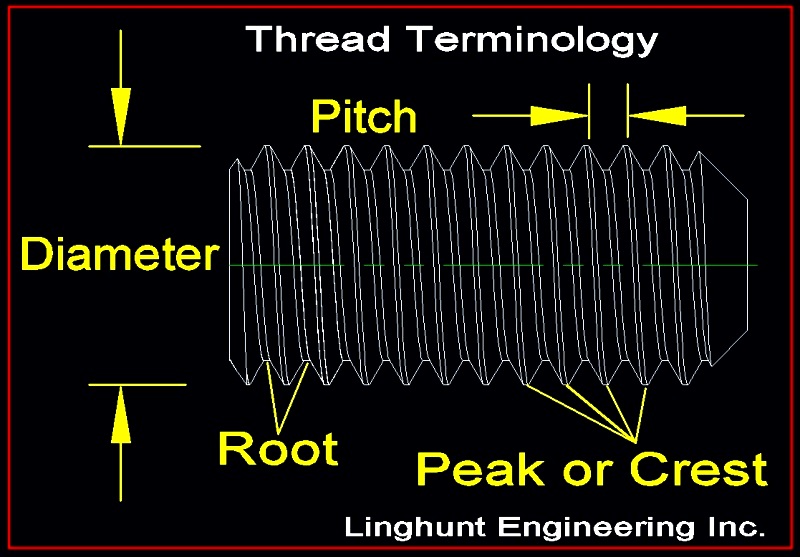
Basic Thread Terms


General Information on Threads:
- Unified Screw threads Designated in "threads per Inch" [# of complete threads in 1 inch of thread length]
- Metric thread Pitch designated by the distance between threads in mm [millimeters]
- Measuring the "Actual" Pitch Diameter requires a thread micrometer.
- There are tolerances designed into threads. This allows for them to fit with clearance, There are different Thread Classes that are important as well. These define the tolerances. Callouts of 1A, 2A, 3A [external] and 1B , 2B, 3B [internal] define these tolerance limits.
- 1A & 1B are a loose fit. 2A & 2B are a typical optimum fit, 3A & 3B are a close fit.
- Torque: You can over torque a thread joint and shear off the thread. This amount of torque is something most of us gain as a "feel" from experience. On the other side, if joint is loose it will NOT be strong and you will lose your spear tip.
- FINE & COARSE Threads Comparison:
| FINE | COARSE |
|---|---|
| Larger Stress Area, the bolts are stronger in Tension | Stripping Strengths are Larger for the same amount of thread engagement length |
| Larger Minor Dia. thusly higher torsional and transverse shear stengths | Larger thread allowances for plating and coating processing |
| Smaller helix angles, closer adjustment accuracy | Quicker Disassembly and Assembly |
| Better for tapping in thin materials | Improved Fatigue Resistance |
| Some thoughts in making a thread choice decision. | |
![]()
SAE Thread sizes for Spear-O Hardware

SAE THREAD Calculator Below in Link:
![]()
METRIC Thread sizes common to Spear-O Hardware
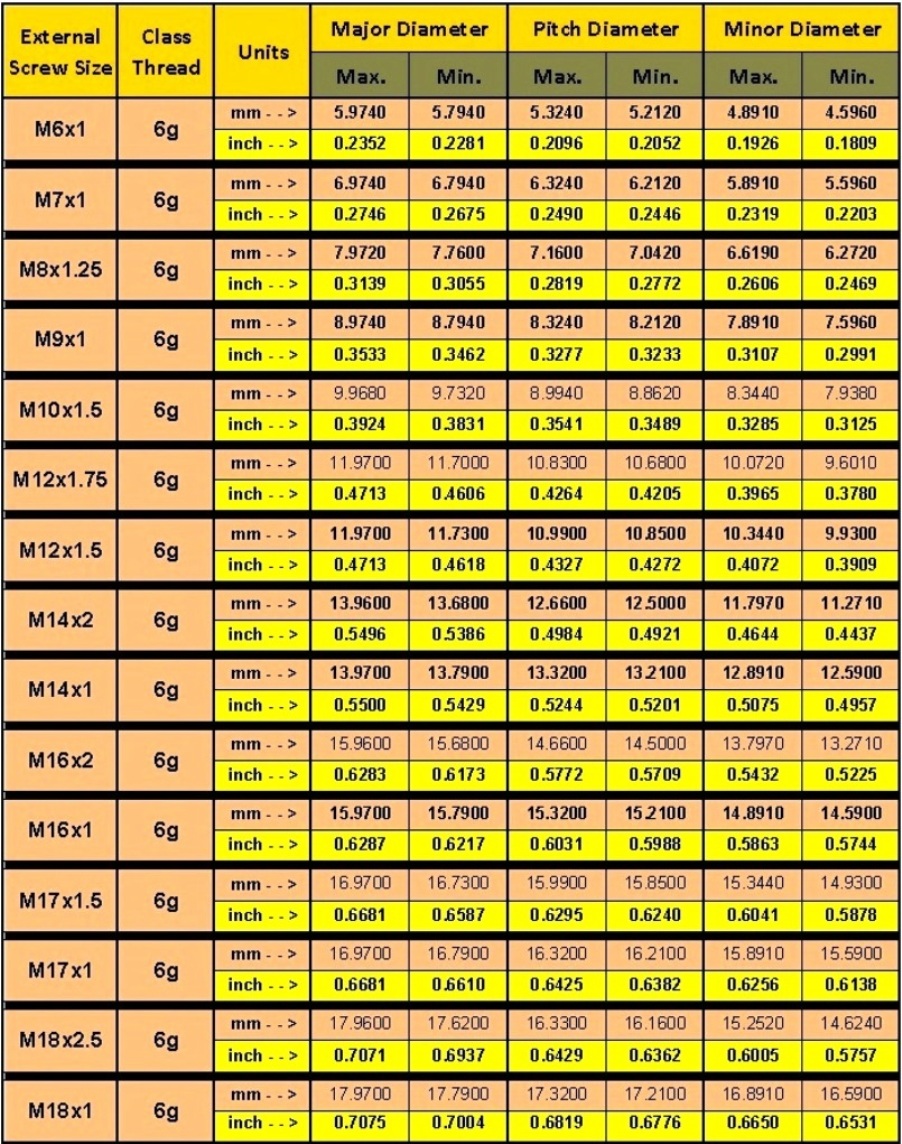
If you are looking for a different thread let me know I will add it to the chart.
Metric THREAD Calculator Below in Link:
![]()
Some tricks to consider:
| If you have the correct threads and it is still not engaging properly. [Clear the threads of metal chips, sand, or telfon tape build up. A cheap tap can be effective tool to clear out a threaded hole with junk in it.] |
|---|
| STARTING a THREAD; Turn the bolt CCW until you feel the threads line up "click" then go CW to engage the thread. You will see car mechanics do this all the time. |
| Keep the threads Axially Straight, you can cross thread the parts and have them bunged up with ease. |
| Thread Galling: - Common problem yet seldom understood. Galling is a cold-weld-process that can occur for the threads being in contact under Heavy Pressure. Thread lubrication is common measure to help. Material types, coatings are part of the fix to reduce this. |
| There is also a TIME AND TEMPERTURE aspect to galling. Dis-Assembling your thread engagements will reduce galling conditions. This is an interesting topic to talk about. |
Some USEFUL Web Links
 |
General Fastner Info, I like the printable Rulers and Thread gauges. |
 |
This is a Good Overview of Threads and Jargon associated with them. |
 |
Metric Thread Chart |
 |
Metric and Standard Thread Charts |
 |
Drill Hole Sizes for Taps [pdf Chart] |
![]()