.jpg)
This is just a simple overview of how cross holes are made. It's a common spear-o forum topic as DIY-ers have trouble. Drilling a straight aligned hole on a round speargun shaft is really not the easiest task to do.
Hopefully this guide will help with some basics to assist a spearo with doing these yourself without huge frustrations.
-
DIY Limited Tool Method Not ideal, but not bad with just a few tools
Professional Methods:
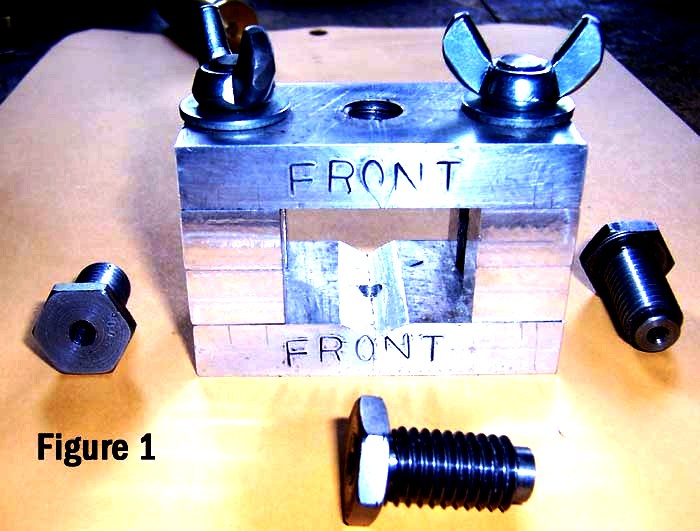
| Courtesy of HEINRICH COMPANY | |
|---|---|
 |
 |
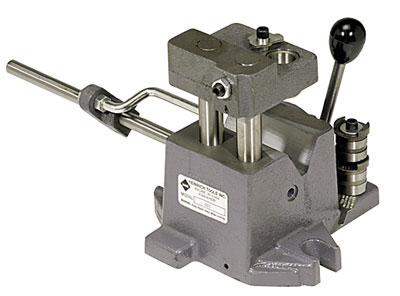
Heinrich - Cross Hole Jig fixtures, These utilize hardened Drill Bushings and is my #1 Tool for cross holes besides CNC equipment. These can be a little expensive for the home shop DIY-er, but watch Ebay and other used equipment auction sites for a good deal. Bushing do add up in cost if you are buying a lot of sizes. |
|
 |
|
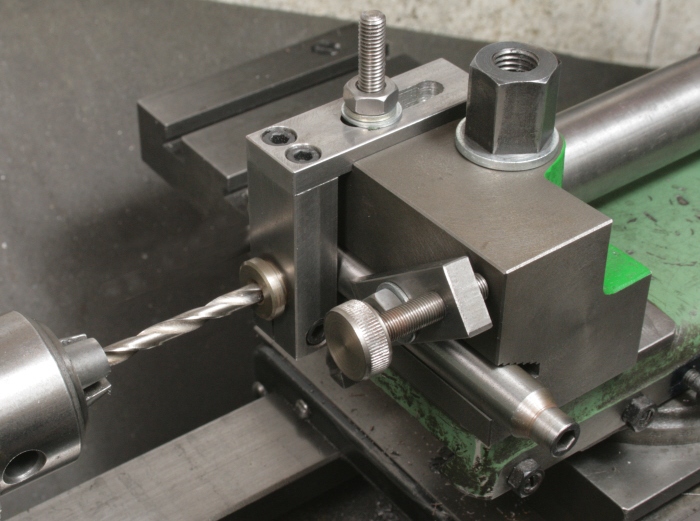
Here is a super clever setup to do Cross Hole Drilling on a LATHE. One could use the lathe itself to make critical cuts on the tool block for precision for its use on that lathe. |
|
 |
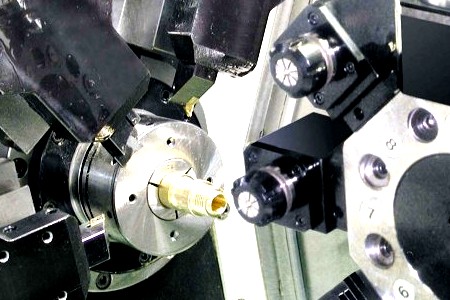 |
Here are some pictures of CNC lathes with live tooling. Cross holes are typically made in the industry with this type of equipment. Live tooling requires the spindle drive to be programmable. As far as automated machine tools go, this is really cool technology. Set up and calibration of this type of tooling does have tricks to learn. It was a fun learning curve for me years ago, it was not as easy as I thought it would be. |
|
Here is a short YouTube Video showing some of the capabilities of live tooling. They are using an engraving tool vs a drill bit.
This video shows a setup in detail that he made for a Lathe. Video is a little long but worth it to you folks with a Lathe and not a Mill.
![]()
Cross Hole Drill Jigs:
-
FreeDiveStore Drill Jig - Available online in 5/16" and 9/32" sizes

LingHunt Jigs - a couple of Jig examples I have made are Below.
Not a typical product I make often and DO NOT STOCK. The Speardiver Jig above is more economical.
- I made this particular Jig for a diver with a hand drill. Round stock to hold in his hand.
- The plan was to drill many, many holes. Note the hardened bushing.
- Hardened Bushing will last a very long time, other sizes can be purchased so you can drill different hole sizes.
.jpg)
.jpg)
Below is a Simple Linghunt Cross hole Drill jig that I made for a diver making his own pole spear.
- Tools available were a hammer, drill bits and hand drill.
- Once the ends were Epoxied on the aluminum tube, the jig would be placed on top to drill cross hole for roll pins.
- Limited use of this tool so aluminum body was fine. I just added extra holes since it was easy.
- Size of the Jig based on what was in scap box.
- For doing multiple sizes a V-block design would be better choice.

Post Epoxy glue stage the DIY-er Pole spear was drilled and the Roll Pin is Installed

![]()
Drill Holders and Bits:
Drills are typically used in a 3 jaw drill chuck. Some of you DIYer types probably have not seen ER-collets. I use them more often than you might think, especially for small drills. ER-16 is size shown below. Each Collet has a clamp range.
 |
 |
 |
 |
 |
 |
DRILL BIT types: There are many different types of drills. for drilling on a round surface you need a center point drill bit or a counter sink centering drill bit. Spotting / centering drill bit to start the hole.
 |
 |
Above is a spotting centering drill (Left) and a countersink centering drill (Right)
|
|
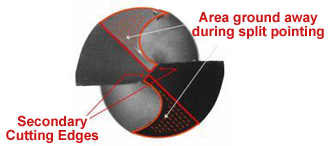 |
 |
Above is a split point drill (Left) and a typical Jobber drill (Right) The Geometry alone should explain why the jobber drill will walk in getting a hole started |
|
Drill Bit material:
For hardened 17-4 ph speargun shafts or any stainless think COBALT.
Stay away from HSS (High Speed Steel).
3183A43 MCMASTER CARR - 3/32" drill bit, 135 degree split point, titanium nitride coating
29925A913 MCMASTER CARR - 3/32" drill bit, 135 degree split point uncoated
![]()
Speeds and Feeds
| Material Type | Surface feet per Minute | Feed Rate in/rev |
Drill Size | Rev / Min | |
| Heat Treated 17-4 ph H900 Rc 43 | 25-35 | .002" | 3/32" | 1000 | |
| Annealed 17-4 ph | 45-60 | .002" | 3/32" | 1800 | |
| Series 300 Stainless | 70 | .003" | 3/32" | 2800 | |
| Medium Carbon Steel | 90 | .004" | 3/32" | 3600 | |
| Low Carbon Steel | 100 | .004" | 3/32" | 4000 | |
RPM = SFM * 3.8 / Diameter of Drill
The Table above is just for a 3/32" cobalt drill bit for selected materials. Carbon steel material numbers were added for reference comparisions.
Material changes of the shaft or drill bit type will change these numbers.
There are lots of different number out there for speeds and feeds, that really means you have wide process windows for drilling.
Improper RPM on your drill press and feed rate are the mostly likely cause of having problems drilling a hole.
![]()
Linghunt Tricks and Summary
- Spend your time on setup to drill the hole. Driling will be easy then.
- Dull drill bits break easily. Replace it before you have it's snapped off in your expensive spear shaft.
- Shorten the overall drill bit length to minimize drill bit walking when you are not using a Jig.
- Don't dwell the drill bit in the work, you will work harden the material, then you are screwed....
- Drill making chips or get the drill bit out of there will prevent dwelling.
- No chips coming out, STOP, change bits type a carbide drill to get past work hardened surface.
- Oil or other coolants are recomended.
- Peck drill when in doubt. slowly remove material in the hole.
- Drilling in reverse will be a disaster.
- A practice hole on an old shaft is a good idea.
- Measure your Drill for proper size and your flopper pins prior to drilling.
![]()
Other Fixturing Jig ideas to consider
There are lots of different ways to provide a straight hole in your spear shaft.
Here are some ideas for you to ponder, you just might come up with a different method.

This one uses a V-block on top and the length of drill bit engaged with block provides vertical aligment. It doesn't show how he aligns it, maybe a bubble level? Perhaps a square off the table surface? The engagement of vertical drill bit in jig will get you close.
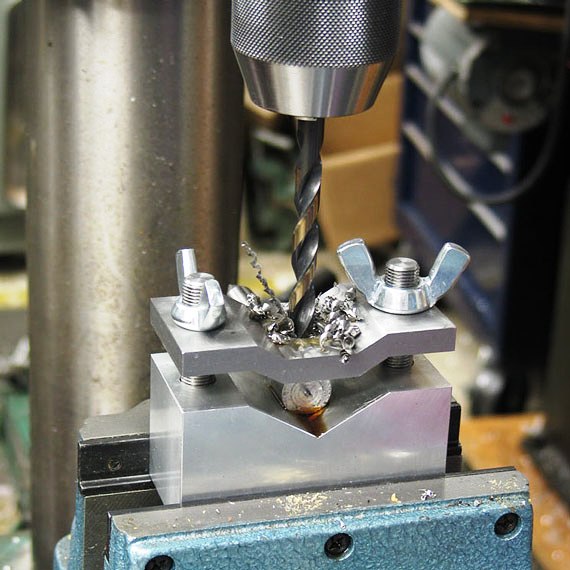
This custom jig is pretty simple and effective. Adding a drill bushing to the top plate would help. with the bushing you don't need the vice, the Jig can float on the drill table so you don't bind it up break the drill bit.

The setup uses an off the shelf V-block, looks like he centered the drill in the V prior to picture and is in process of using a centering drill. This is a simple low cost setup if you already have a drill press.

Here is a fixture like one shown above. He has lots of different bushing for different hole sizes. Note the clearance hole in bottom plate for drill and chips to go.
This one is a take-off of the V-groove type. Looks like its for just one size stock material. You can buy threaded bushing too.
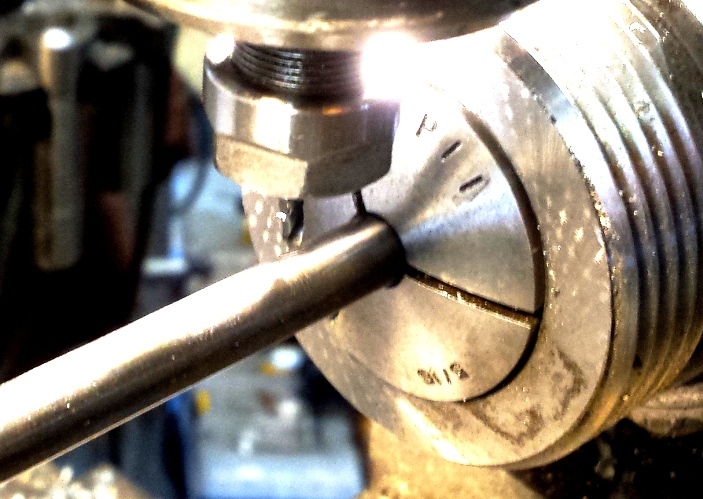
Here is a Linghunt setup. This one ultilizes a Horizontal 5-C Collet holder and an ER-16 drill bit holder. It is important to note that the drill bit has just enough length from the ER collet to pass thru the stock.
If the drill bit was hanging out say an inch or more, drill walking would be a issue. If you drill bit bottoms out in your collet or chuck, Grind the back side of the drill off.
Notice as well that the hole is drilled as close as possible to the to the collet holding the shaft. If the hole was drilled away from the holder, the stock would flex and you are likely to break the drill bit.

Here is a spindexter holding the stock to be drilled.
![]()
Limited Tool Methods
Not The Easiest way, but It's clever with limited tool options
The comments note it well that the center punch was eye balled. far from perfect.
If the shaft is smaller than the bushing a sheet of paper on the sides of shaft might be an easy fix.
Got Idea for a simple drilling guide, Need to ring it out some. If you are reading this and want one, let me know. Not sure when I will get it done as I type.
![]()